在GE近期在纽约举办的Industry in 3D系列脱口秀访谈节目中,GE概述了GE集团关于增材制造的愿景,并展示了3D打印如何为全球企业增加价值。
增材制造已经在“扰乱”传统制造行业的商业模式,并加速产品的设计和制造方式,GE的可再生能源行业也不例外,增材制造与可再生能源行业的结合正在进行中。
与GE Additive团队一起,GE的可再生能源部门正在努力了解3D打印技术对可再生能源领域带来的作用。3D科学谷了解到通过若干个案例,GE的可再生能源部门发现3D打印有机会降低产品成本并最终降低平均能耗成本(LCOE)。
增材制造技术可以通过更轻更小的产品实现,甚至将原来复杂的多个零件组成的部件简化为更少零件组成的部件,从而简化供应链物流,而且还可以缩短原型的开发周期时间。GE的可再生能源部门根据3D打印技术的特点,确定了一些长期目标的项目,这些项目是改变游戏规则的,而另一些项目则是面向更短期的成就。
增材制造技术的成本,尤其是与塑料3D打印有关的成本在过去几年中显着下降,随着这一趋势的继续,更多的附加应用将成为可能。
GE的可再生能源部门与GE Additive增材制造部门合作,已经取得了一些令人振奋的成果:
几周前,在西班牙的一家铸造厂,GE的可再生能源部门成功地为Haliade-X海上风力发电机组3D打印了一个55%的比例模型的风电叶片原型铸造用模具。这样的模具大幅缩短了从概念到完成的时间,与传统方法相比,该项目显示了显着的缩短交付周期的能力,同时还降低了模具成本,并保持了设计变更的开放性和灵活性。
接下来的步骤涉及对铸造尺寸的全面分析,并探索使用增材制造铸造用模具的方法,以及浇注全尺寸版本风电叶片原型的可能性。
除了这个案例,去年,GE的可再生能源部门还交付了GE迄今为止最大的3D打印2.5 MW风电轮毂的全面模型。这个风电轮毂模型直接交付给GE的彭萨科拉工厂,用于验证一些关键设计功能,从而获得必要的信心,以便决定订购相关的生产用模具。

GE的彭萨科拉工厂已经将3D打印原型作为生产准备的一个环节,在进入到铸造环节之前,早期的流水线设置和培训,安全评估以及探索额外成本,3D打印原型可以帮助到生产准备的方方面面。
3D打印使得GE的可再生能源部门将设计到生产时间缩短了大约5个月,当然,其中还节省了大量的成本。
此外,GE的可再生能源部门的水力发电业务中,还通过3D打印铸造模具的方式获得了第一个直径约1米弗朗西斯叶轮,这是水轮机的旋转部分,叶轮将水的动能转化为扭矩。通过3D打印技术意味着模具精度和铸件精度远远优于传统方法。

GE的水力发电业务单元发现这种方式意味着更少和更简单的制造步骤,不仅是成本和时间的节约,由于这种增材制造技术,可以创造一些迄今为止见过的最大的3D打印模具,并且从概念到完成概念验证的铸造时间仅需几个月,这些项目表明,与传统方法相比,3D打印可以显着缩短交付周期,同时还可以降低工具成本,并保持设计变更的开放性和灵活性。
–—- 3D科学谷Review
-- 叶片铸造
关于风电叶片的铸造,根据3D科学谷的了解,风电叶片最新发展的成型方法是RTM,即树脂转移模塑成型法。将纤维预成型体置于模腔中,然后注进树脂,加温加压成形。RTM是目前世界上公认的低本钱制造方法,发展迅速,应用广泛。
要获得优良的叶片几何形状,除了材料技术,铸造模具是关键。
在这方面,美国先进制造国家项目办公室(AMO)与橡树岭国家实验室下设的风能水能技术办公室WWPTO合作于2016年通过橡树岭国家实验室的BAAM系统开发出大型的风电叶片模具。
叶片模具长达13米,被切割成适合3D打印的尺寸大小,并设计了完整的装配孔和内部轻量化结构。随后叶片的结构部分被送去BAAM系统进行3D打印。
3D打印工作完成后,上面被覆盖了一层玻璃纤维层压板以获得平滑的表面。随后模具被组装好并安装在框架上,并配备了暖风机、温度控制器和热电偶。在随后的叶片铸造过程中,创新的空气加热技术可以节约能源,并消除手工铺设加热线的麻烦,减少了模具中的劳动密集的一个步骤。
根据3D科学谷的了解,这可以说开创了通过3D打印来降低中等长度的叶片铸造成本的先河。3D打印正发挥有价值的意义:减少浪费,减少交货时间,并提供更灵活的设计自由度。重要的是3D打印的模具比传统模具更经济,这使得风能这种清洁能源更加低成本了。
-- 叶轮铸造
关于弗朗西斯叶轮的铸造,与传统的先制造木模再生产砂型的方法不同的是,3D打印带来了设计的自由度。传统方式制造叶轮,由于叶轮设计弧度的问题,常常不得将叶轮分为几块来生产,以解决干涉问题,而通过3D打印,这些复杂的设计可以被完整的制造出来。
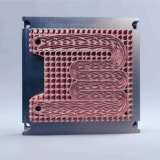
在这方面,voxeljet-维捷就完成过弗朗西斯型水轮机叶轮的快速迭代,并完整制造复杂的叶轮弧度,voxeljet维捷在收到设计模型的数据后会做一个检查,随后这些数据处理并被3D打印设备读取,短短的几个小时内,叶轮的砂型就被设备打印出来。
打印工作完成后,多余的沙子被去除,然后通过压缩空气来清洗砂型,随后运到铸造厂。在铸造厂,这些砂型模具被涂黑,组装完成好的砂模被送至1650°C的铸造环境下,来铸造耐腐蚀不锈钢材料的叶轮。
根据3D科学谷的了解,当前这个过程主要用于叶轮原型的生产,因为3D打印砂型不需要使用传统的方法来生产昂贵的砂型模具,这节省了大量的成本,而且当新的设计迭代要求做出改变的时候,只需要点击鼠标,新的砂型又可以开始生产了。
与传统的先制造木模再生产砂型的方法不同的是,3D打印还带来了设计的自由度。传统方式制造叶轮,由于叶轮设计弧度的问题,常常不得将叶轮分为几块来生产,以解决干涉问题,而通过3D打印,这些复杂的设计可以被完整的制造出来。
当然,文中GE的可再生能源部门所使用的3D打印技术与以上两种技术有怎样的区别和联系,我们还不得而知,3D科学谷将持续保持关注。
资料下载,请加入3D科学谷3D产业链QQ群:529965687
更多信息或查找往期文章,请登陆www.51shape.com,在首页搜索关键词
网站投稿请发送至2509957133@qq.com