的确,似乎没人喜欢支撑结构,不但影响生产的产量和成本。这些额外的支撑结构还增加构建时间,构建成本以及后期处理时间和后期处理的复杂性。
这就带来了三个层面的减少与优化支撑的努力方向,一个层面是通过设备与工艺技术来实现更少的支撑(例如3D科学谷在《为生产制造而打造的智能熔化金属3D打印系统》一文中所提到的减少支撑设计的智能熔化金属粉末床3D打印技术。),一个层面是通过调整组件的构建角度,达到最大的构建自由度,使用优化的支撑结构,避免了变形发生,并使可以很容易地后期去除支撑结构。还有一个层面是通过仿真优化支撑的设计。
本期谷.专栏文章《金属SLM选区金属熔化工艺仿真中关于支撑的分析研究》将分为两篇,此为上篇,安世亚太的仿真专家从CAE仿真的角度来分析支撑在SLM选区金属熔化工艺仿真过程中的作用。
本文通过(上篇)支撑类型的区分,支撑结构的有限元网格划分,支撑强度等效处理,(下篇)不同支撑形式对SLM选区金属熔化工艺仿真的影响,不同支撑等效强度对SLM选区金属熔化工艺仿真的影响,利用仿真分析对零件进行支撑优化,来揭示CAE仿真对优化支撑设计的作用。
以激光选区熔化成型(Selective Laser Melting,SLM)工艺为例,零件成型过程中常出现翘曲变形,产生变形的原因除了与零件本身的结构特征、机器粉末的稳定性、成型工艺参数以外还受成型过程中支撑设计的影响。
与非金属增材工艺如光固化立体成型(Stereolithography Apparatus,SLA)相同,SLM选区金属熔化在成型过程中常需要添加支撑以保证零件成型。但由于金属材料在热、力性能方面与非金属材料有着较大差别(如密度大、熔点高、弹性模量大等),成形过程中工件更易变形。因而在成形过程中,不仅要考虑支撑在重力作用下的固定和定位作用,其对传热、抗变形性能也要求更高。
国内外学者通过实验手段对不同支撑设计情况下零件的变形已开展了大量的研究,而本文将从CAE仿真的角度来分析支撑在SLM选区金属熔化工艺仿真过程中的作用。
![]() 支撑的作用及类别
支撑的作用及类别
![]()
- 金属SLM选区金属熔化成形中支撑起到的作用
金属SLM选区金属熔化成形过程中对于有悬垂结构的部位,通常来说,目前大多数金属SLM选区金属熔化设备所支持的加工工艺当悬垂结构与水平方向的夹角小于45°时需要考虑支撑结构设计,当然有的设备可以达到夹角小于10°时才需要考虑支撑结构设计。支撑结构可以加强和支持零件与构建平台的稳定性,可以带走零件构建过程中多余的热量,可以防止零件翘曲以及减少零件构建过程中的失败几率。
支撑的作用详细解释如下:
1)为下一层的成形提供支持,防止塌陷
虽然在SLM选区金属熔化成形过程中金属粉末可以为下一层的成形提供支持,但对于工件悬垂部位粉末熔化形成的熔池会在自身重力和毛细作用下塌陷,如果没有支撑下层铺粉时刮刀会直接将已成型部分刮走;此外,SLM选区金属熔化成形时也需要在零件和基板之间添加支撑结构,方便后续的线切割操作。
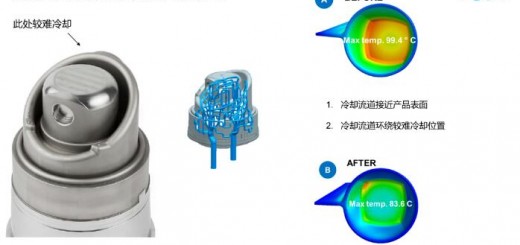
2)热量传导,防止热变形
金属熔点高,SLM选区金属熔化成形过程中在激光作用下粉末将经历熔化和凝固的热循环过程,且整个热循环作用时间极短,这种骤热骤冷会积聚大量的热量,若热量不能及时传导出去就会形成热应力集中造成零件的变形。悬垂部位若没有支撑结构,积聚的热量只能通过周围的粉末进行传导,而粉末的导热系数仅为实体的几十分之一,这些粉末近似起绝热作用,因此在这些部位极易造成热应力集中导致零件的变形。良好的支撑设计可以将积聚的热量进行有效的传导,从而避免热变形。
3)防止刮刀碰撞
由热应力集中造成的变形通常是没有固定的方向性。对于不同的结构,热引起的变形可能是水平方向上的膨胀或收缩也有可能造成竖直方向的翘曲,而当热引起的变形在竖直方向上超出刮刀的安全距离将会造成刮刀碰撞。发生刮刀碰撞时,后续的铺粉动作将会受到很大的影响,一旦造成铺粉不均或铺粉不成功那么后续的打印过程就将无法进行。对于这种情形,在支撑设计时除了要考虑支撑的热传导作用外还需要对所设计的支撑的刚度进行评估,即支撑的刚度要足以抵抗由热应力引起的翘曲变形。
除了上述作用外,SLM选区金属熔化成形过程中引入支撑还会起到“副”作用,例如添加支撑结构以后将造成打印成本的上升(原材料和时间),和后处理成本的上升(人工和机加工);此外支撑的引入有时候会对零件的表面质量造成影响。
- 金属SLM选区金属熔化成形中主要的支撑类别
在支撑的具体类别上,SLM选区金属熔化主要用到薄壁型的面片支撑和具有一定厚度的实体支撑形式。其中面片支撑在数据形式上是一组没有厚度的STL文件,打印时激光按照路径进行单道曝光,所形成的支撑厚度就是单道熔池的宽度,面片支撑常用于变形较小的部位起到支持和热传导的作用。如下图1就是利用ANSYS SpaceClaim软件设计的面片型支撑,结合零件的具体特征,在对面片支撑进行设计时还可以对与零件接触的齿进行不同的参数设计,此外考虑到后续粉末的去除还经常在面片支撑上预留出粉口,有时为了避免支撑加载在零件上还对面片支撑设有一定的角度偏移。
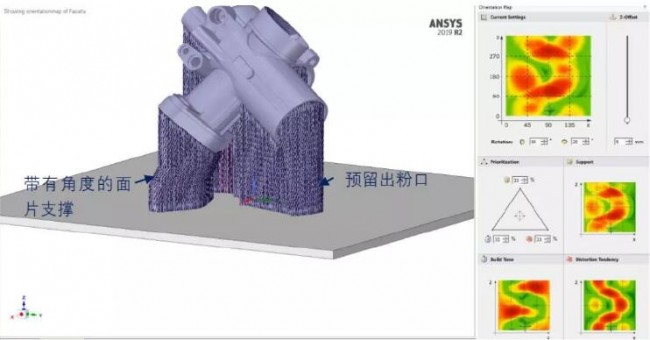 图1 利用ANSYS SpaceClaim设计的面片支撑
图1 利用ANSYS SpaceClaim设计的面片支撑
区别于面片支撑,实体支撑是指具有一定厚度的结构,如用Magics设计的树枝型支撑锥形支撑和圆柱形支撑等都是实体支撑。这种实体支撑在打印时通常有对应的工艺参数(激光功率、扫描速度以及扫描策略等),且在切片时为了与面片支撑和实体零件加以区分,在切片后的文件命名方式上就加以体现。例如切片后的零件往往以part.cli命名,面片支撑以s_part.cli命名,而实体支撑则以part_s.cli进行命名(不同的设备厂家在命名上会有所区别)。
除此之外,对于存在大变形风险的结构,金属3D打印的工艺设计人员也常利用CAD软件(如UG、SolidWorks)等对零件进行一些辅助的实体支撑设计,这种实体支撑与Magics生成的实体支撑相比,主要区别在于其打印加工时用到的工艺参数和零件工艺参数相同,可以将其视为零件的一部分,只是在打印完成以后需要借助机加工的方式去除。实体支撑相比较于面片支撑具有更好的热传导性和较高的刚度,但打印后也更难去除。
![]() SLM仿真过程中对支撑的处理
SLM仿真过程中对支撑的处理
![]()
目前针对金属SLM选区金属熔化的工艺仿真主要是对成形过程中的宏观应力应变进行分析,用到的算法有固有应变有限元分析方法和热-结构耦合的热弹塑性有限元分析方法两种。为了在有限元计算时将零件和支撑进行区分,需要对支撑进行一些等效处理。这里以ANSYS Additive Print(基于固有应变有限元分析)和ANSYS Workbench Additive(基于热-结构耦合的热弹塑性有限元分析)为例,来讲解工艺仿真时对支撑的处理方式。
- 撑类型的区分
根据零件的实际支撑设置情况,在进行有限元分析时需要对导入计算的支撑进行区分。目前ANSYS Additive Print和ANSYS Workbench Additive对面片支撑和实体支撑都进行了区分导入,如下图2所示是利用ANSYS Additive Print对悬臂梁模型进行分析时可以选择支撑类型,其中Volume-less STL对应的是面片型支撑,Standard STL对应的是实体型支撑。此外,有限元分析软件也可以根据零件的几何特征对需要加支撑的面进行识别并自动生成支撑,如图3所示是利用ANSYS Workbench Additive自动生成的支撑。
 图2 ANSYS Additive Print中对支撑的区分
图2 ANSYS Additive Print中对支撑的区分
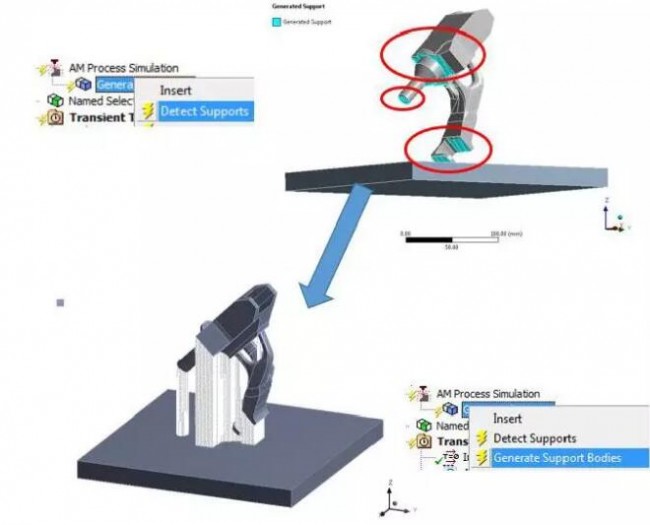 图3 ANSYS Workbench Additive自动生成的支撑
图3 ANSYS Workbench Additive自动生成的支撑
- 支撑结构的有限元网格划分
目前无论是用固有应变有限分析方法还是热-结构耦合的热弹塑性有限元分析方法进行SLM选区金属熔化的宏观工艺仿真,对于模型的网格划分都用到体素法(Cartesian Mesh)如下图4所示。
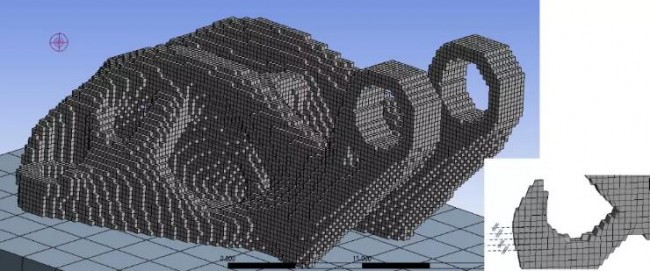
图4 SLM选区金属熔化工艺仿真时的体素法网格划分(Cartesian Mesh)
如图4所示,在利用体素法对模型进行网格划分时网格的质量较差,特别是模型的局部细节特征不能够很好的进行表征。而对于面片型支撑而言,由于支撑是无厚度的stl型数据,若直接用零件的体素大小对支撑进行划分将会造成很大的计算误差。因此ANSYS Additive Print和ANSYS Workbench Additive对支撑进行有限元网格划分时将采用亚体素法(subvoxel)的方式进行。
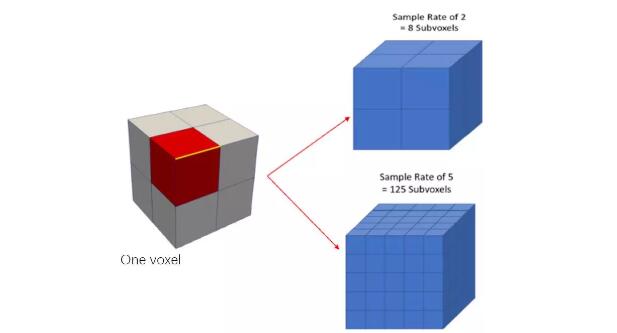 图5 支撑的亚体素划分模型
图5 支撑的亚体素划分模型
所谓亚体素法就是首先支撑会根据体素法进行网格的初划分,网格生成以后通过调整sample rate这个系数对一个体素单元进行二次划分,例如当sample rate被设置成2时,则体素单元将被划分成8(2╳2╳2)个亚体素;当sample rate被设置成5时,则体素单元将被划分成125(5╳5╳5个亚体素),再计算支撑所占有的亚体素数目与整个亚体素数的比例,利用所占的亚体素密度来表征支撑的网格密度如上图5所示。
- 支撑强度等效处理
实际打印过程中支撑和零件所用到的材料是一致的但打印工艺参数是不相同的,因此加工出来的力学性能也不相同。在利用固有应变进行SLM选区金属熔化的工艺仿真时,材料的屈服强度和弹性模量对固有应变的大小有直接的影响,为了在仿真时对零件和支撑加以区分需要对支撑的强度进行等效处理。
如在ANSYS Additive Print中就引入了support yield strength ratio来对支撑的屈服强度和弹性模量进行弱化处理;在刚度等效方面,根据实际打印过程中支撑的厚度(主要针对面片型支撑),在进行工艺仿真时也同样给支撑赋予与实际打印相同的厚度从而完成刚度的等效处理如下图6所示,在ANSYS Workbench Additive中就可以根据实际打印出来的面片支撑特点在有限元计算时对支撑进行设计。
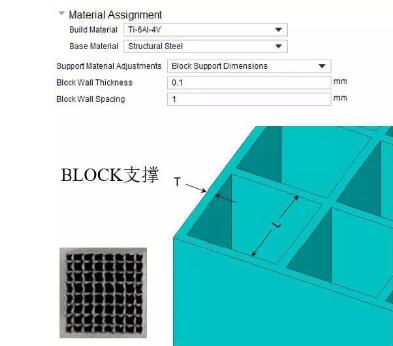 图6 ANSYS Workbench Additive中面片支撑的设置
图6 ANSYS Workbench Additive中面片支撑的设置
参考文献:
【1】张小川, 康进武 , 融亦鸣, 吴朋越, 等.增材制造中的支撑设计[J].热加工工艺, 2018,47(12):1-12
【2】ANSYS Additive Users’ Guider(Print and Science), Realease 2019R2, 2019
![]()
贺进
多年从事于金属增材制造的设备开发、工艺开发和材料研究等工作,现为安世中德咨询有限公司增材制造与先进设计应用工程师。
文章来源:安世亚太
资料下载,请加入3D科学谷3D产业链QQ群:529965687
更多信息或查找往期文章,请登陆www.51shape.com,在首页搜索关键词
网站投稿请发送至2509957133@qq.com