3D打印是增材制造技术的一种,近年来得到了广泛的关注和研究。这是一种将墨水(如粉末金属或塑料)按照一定方式逐层打印出来的技术,常用的典型材料包括塑料、陶瓷、高熔点金属粉末等。3D打印技术在组织工程、微流道、电子线路和器件等领域有着十分广泛的应用前景。
有低熔点金属别于传统3D打印材料,它是指一大类熔点低于200℃的金属材料,如镓基、铟基、铋基合金等。低熔点金属尤其是室温液态金属在印刷电子、制作柔性器件方面正显现独特的优势。本文介绍了几种新近出现的基于低熔点金属墨水的3D打印技术。
一、掩膜沉积制造技术
掩膜沉积法(mask deposition)是近年来研究较多的一种材料成型方法,图1为其中1种加工流程。另外,也可以将制成的液态金属图案进行封装从而制作柔性器件。严格地说,这种成型方式还不能算作打印,但的确可通过墨水输运装置来实现加工。
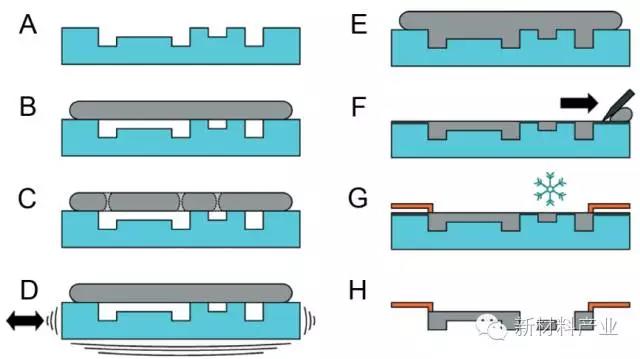
图1 掩膜沉积加工流程
这种掩膜沉积加工步骤为:PDMS掩膜板(A)表面涂覆一层液态金属墨水(B);然后将掩膜板置于真空环境中(C)并对之扰动(D);由于凹槽内空气的排出使得液态金属填充其中(E);掩膜板表面过多的液态金属被刮擦除掉(F);将铜导线置于凹槽内液态金属中并将掩膜板放入冰箱(G);待液态金属冷却,将它从掩膜板中取出(H)。
二、纸基电子线路的液态金属3D打印
纸基电子线路的液态金属3D打印指的是可以使用液态金属和封装材料直接在纸(如铜版纸)上制作电子线路或功能器件的一种打印方法,采用这种原理的一种桌面式打印系统及其打印喷头结构如图2所示。该系统采用的是气压式印刷方法,注射筒中的液态金属墨水由此可在氮气压力的作用下进入打印喷头,打印喷头的尖端采用的是软毛刷结构,液态金属墨水被刷印在基底上。打印喷头的三维运动由机械装置控制,运动速度程序设置于教导盒中,根据需要可在室温下制造各种3D金属构件。
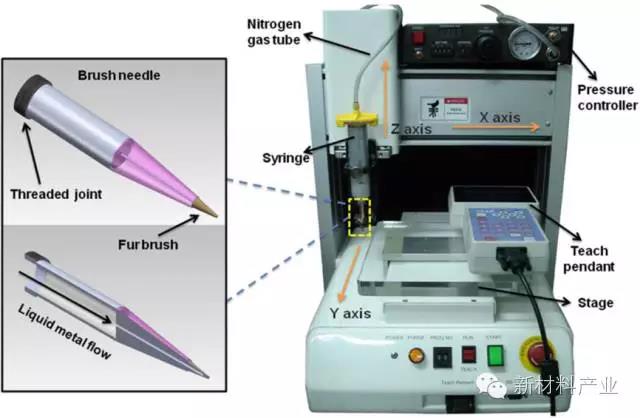
图2 桌面式液态金属3D打印系统及打印喷头结构图
制作纸基电子线路的打印原理如下:首先,在纸面上打印第1层液态金属电路,然后将室温硫化(room temperature vulcanizing,RTV)硅橡胶叠印在液态金属电路之上,起到封装和电气绝缘的作用。如果需要打印多层电路,可以在封装层之上再用液态金属墨水打印所需线路即可。其打印步骤为:第1步先将液态金属打印在纸上;第2步将室温硫化硅橡胶叠印在第1层液态金属电路之上作为封装材料;第3步将第2层液态金属电路叠印在硅橡胶层之上。
打印机运行时的图像如图3(A-1)所示,以GaIn24.5为墨水打印的线路如图3(A-2)和3(A-5)所示。图3(A-2)和(A-5)展示了以GaIn24.5为墨水打印的线路,依次为用硅橡胶封装的电气线条,双层金属结构,纸基线路的三维结构,LED电路通电时的状态。另外,用这种打印方法还可以方便的制作电子器件,打印的纸基电感线圈和纸基射频识别(radio frequency identification, RFID)天线分别展示在图3(B-1)和3(B-2)中,由于采用纸作为基底,这些器件具有很好的柔性,如图3(B-3)所示。
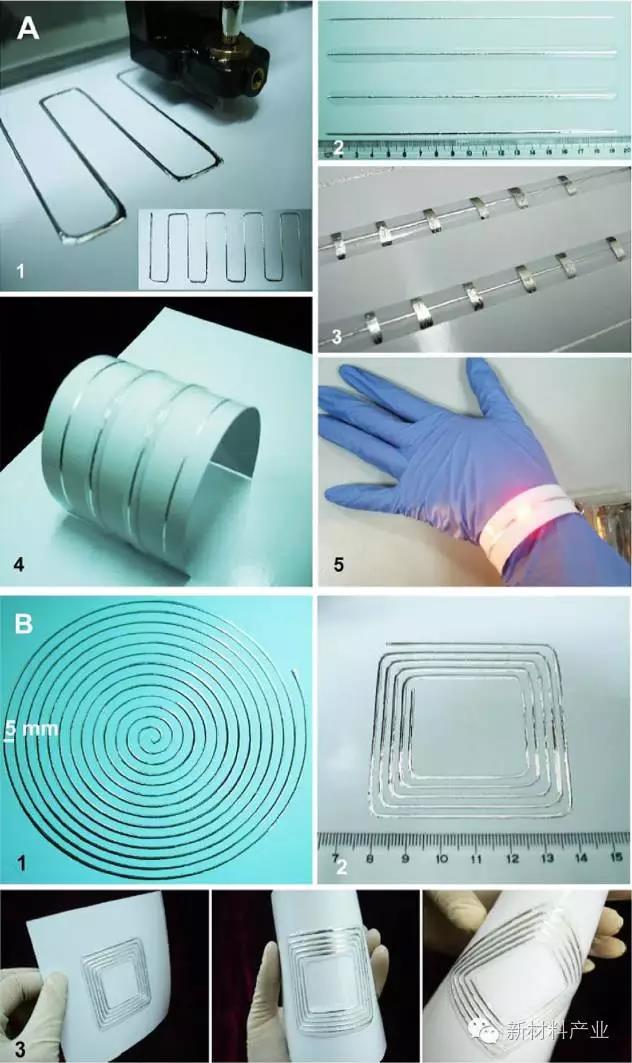
图3 用液态金属GaIn24.5打印的电子器件
图3(A)为纸基电子线路的打印图像及打印线路展示:①电子线路打印过程图像,插图为所打印的弯折电子线路;②用硅橡胶封装的电气线条;③打印的双层金属结构;④打印的纸基线路的三维结构;⑤打印的LED电路通电时的状态,图3(B)为打印的纸基功能器件:①电感线圈;②RFID天线;③打印器件的柔性展示。
三、低熔点金属的液相3D打印技术
液相3D打印指的是打印过程在液体环境中完成的一种制造方法,液体可以是水、无水乙醇、电解质溶液等液相物质,金属墨水的温度需低于液体环境的温度以保证打印出的物品为固体状态。图4是用Bi35In48.6Sn16Zn0.4作为墨水时的打印沉积过程。Bi35In48.6Sn16Zn0.4是Bi基合金的一种,熔点为58.3℃,密度为7.898g/ cm3,过冷度为2.4℃。由于过冷度较小,墨水在50~60℃之间即可完成液固相的转变。
Bi35In48.6Sn16Zn0.4的熔化焓和比热容分别为28.94J/g和0.262J/(g·℃),远低于其他普通金属〔例如铝的熔化焓和比热容分别为393.0J/g和0.88 J/(g·℃) 〕。这一特点使得Bi35In48.6Sn16Zn0.4墨水在相变过程中较之普通金属吸放热量更小,从而更易于完成相变。图4所反映的液滴沉积过程为:金属液态墨滴下落到已打印物品表面时,墨滴热量传递给打印物表面使其熔化并与墨滴熔融,在温度较低的液相冷却环境下熔融的金属液体迅速凝固,下落的墨滴即成为已打印物品的一部分,这样逐滴沉积形成最终的打印物品。
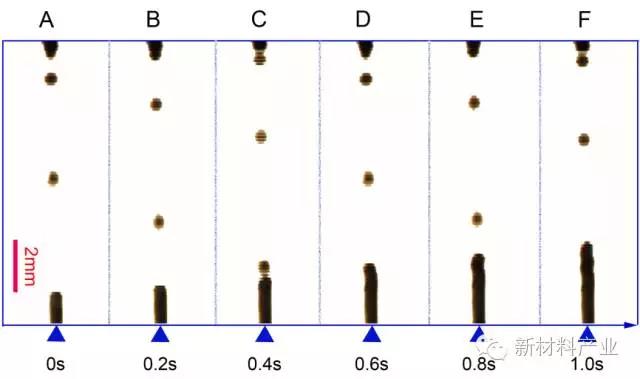
图4 在无水乙醇冷却流体中的液滴沉积过程(由A到F)
相比于传统的空气冷却方法,液相流体冷却具有一些独特的优点。以无水乙醇为例,其热导率和比热容分别是干燥空气的9.27倍和2.41倍,在熔融金属墨滴凝固时释放的热量可以被迅速导走,达到快速冷却的目的。无水乙醇的密度是干燥空气的655.02倍,根据阿基米德浮力原理,下落的墨滴在无水乙醇中所受浮力也是在干燥空气中的655.02倍,因此无水乙醇对下落的液滴起到了缓冲作用。另外,在无水乙醇中完成打印,也避免或减少了熔融液滴的氧化。
未来的液相3D打印机会是什么样的呢?首先,打印墨水和冷却流体的材料选择至关重要,2种材料在密度、粘度、表面张力、热导率、电导率等方面需要匹配,所有的低熔点金属,包括镓基、铟基、铋基合金等均可选作打印墨水。在打印过程中,冷却流体的温度要控制在打印墨水的熔点以下,以保证金属墨水能够凝固。为了保证打印效率,可以采用注射泵阵列和注射喷头阵列结合的办法,如图5所示。计算机控制所有注射泵的推进速度,使注射喷头只需对应打印的位置进行增材过程,以此实现三维沉积。
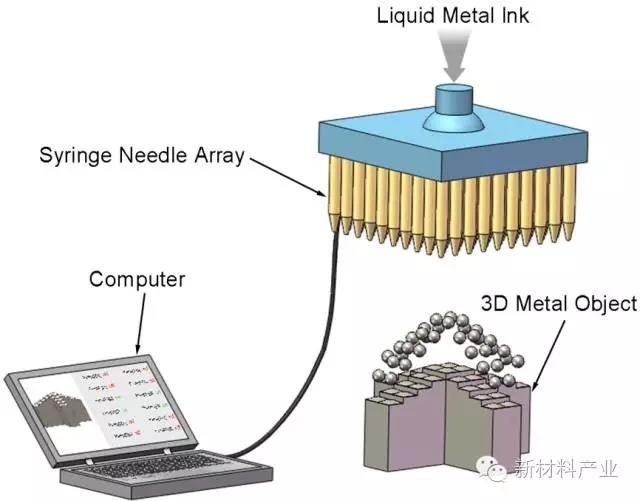
图5 未来液相3D打印机的针头阵列
四、低熔点金属的复合打印技术
随着3D打印技术的发展,复合式3D打印(hybrid 3D printing)功能器件将会是一个发展趋势。所谓复合式打印,可以是多种墨水的交互打印,也可以是多种打印方法的结合。例如采用Bi35In48.6Sn16Zn0.4(金属)和705硅橡胶(非金属)墨水的复合打印。705硅橡胶是一种耐水无腐蚀,透明绝缘的粘合剂,它可以在常温下吸收空气中的水汽固化,通常用作电气封装材料。金属-非金属打印过程为:首先在基底上用705硅橡胶打印第1层,待其固化后,在其上面用Bi35In48.6Sn16Zn0.4墨水打印第2层金属结构,随后再用705硅橡胶打印第3层。充分固化后,将打印物品从基底上取下,得到一种类似三明治的结构。
增加金属和非金属打印的层数,可以制作更复杂的结构。金属-非金属复合式打印充分利用了金属机械强度好、导电导热性强的特点,以及非金属良好的绝缘性能,从而使得打印的电路可以在一些恶劣的环境下使用。总的说来,采用复合式打印来制作结构件或功能件具有广阔的发展前景。
五、可植入式生物医学电子器件体内3D打印成型技术
可植入式生物医学电子器件体内3D打印成型技术是一种以微创方式直接在生物体内目标组织处注射成型的医疗电子器件制造方法,其成型过程如图6(A)所示。首先,将生物相容的封装材料(如明胶)注射到生物组织内固化形成特定结构,再用工具(如注射针头)在固化的封装区域内刺入并拔出以形成电极区域,最后将导电金属墨水,绝缘型墨水乃至配套的微/纳尺度器件等顺次注射后形成目标电子装置。通过控制微注射器的进针方向,注射部位,注射量,针头移位及速度这样的3D打印步骤,可以在目标组织处按预定形状及功能构建出终端器件。图6(B)为一个在猪肉组织中注射成型的生物电极,其中液态金属为Ga67In20.5Sn12.5合金(熔点约为11 ℃)。
图7展示了在生物组织内注射成型RFID天线的过程(A)和所制备的3D 液态金属RFID天线(B)。采用这种生物体内3D打印成型技术制作的柔性器件以其较高的顺应性、适形化,以及微创性与低成本特点显示出良好的应用前景,在植入式生物医用电子技术领域具有重要意义。

图6 (A)在生物组织中打印制作生物电极
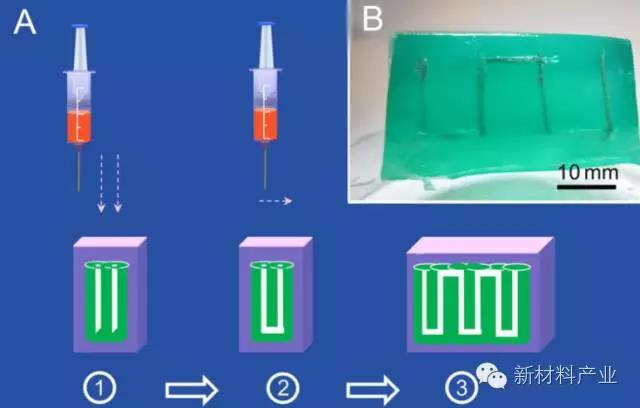
图7 (A)在生物组织内注射成型RFID天线的过程;(B)所制备的3D 液态金属RFID天线
六、低熔点金属3D打印技术前景分析
总的说来,发展以低熔点金属为墨水的3D打印技术,至关重要的一环是墨水材料的开发,如对材料特性包括熔点、粘度、表面张力、电导率、热导率等,以及墨水与基底材料的相容性、润湿性等,系统性地进行液态金属材料基因组的研究。在打印技术方面,未来的应用将以复合打印为主,如基于液态金属的可植入式生物医学电子器件的体内3D打印技术,将金属的导电性和非金属的绝缘封装特性结合起来制作柔性器件。采用多种墨水,运用多种打印技术制作电气系统(如立体电路)、机电器件、功能器件等将会是今后一段时间的发展趋势,在制造业、电子信息、能源和医疗技术等领域将产生巨大的应用需求,其发展方兴未艾。
作者:王磊,刘静
作者单位:中国科学院理化技术研究所低温生物与医学实验室
文章转载自:《新材料产业》